Automated Precision
Our fully integrated processing lines minimize human intervention, ensuring that every vegetable retains its natural texture and nutritional value.
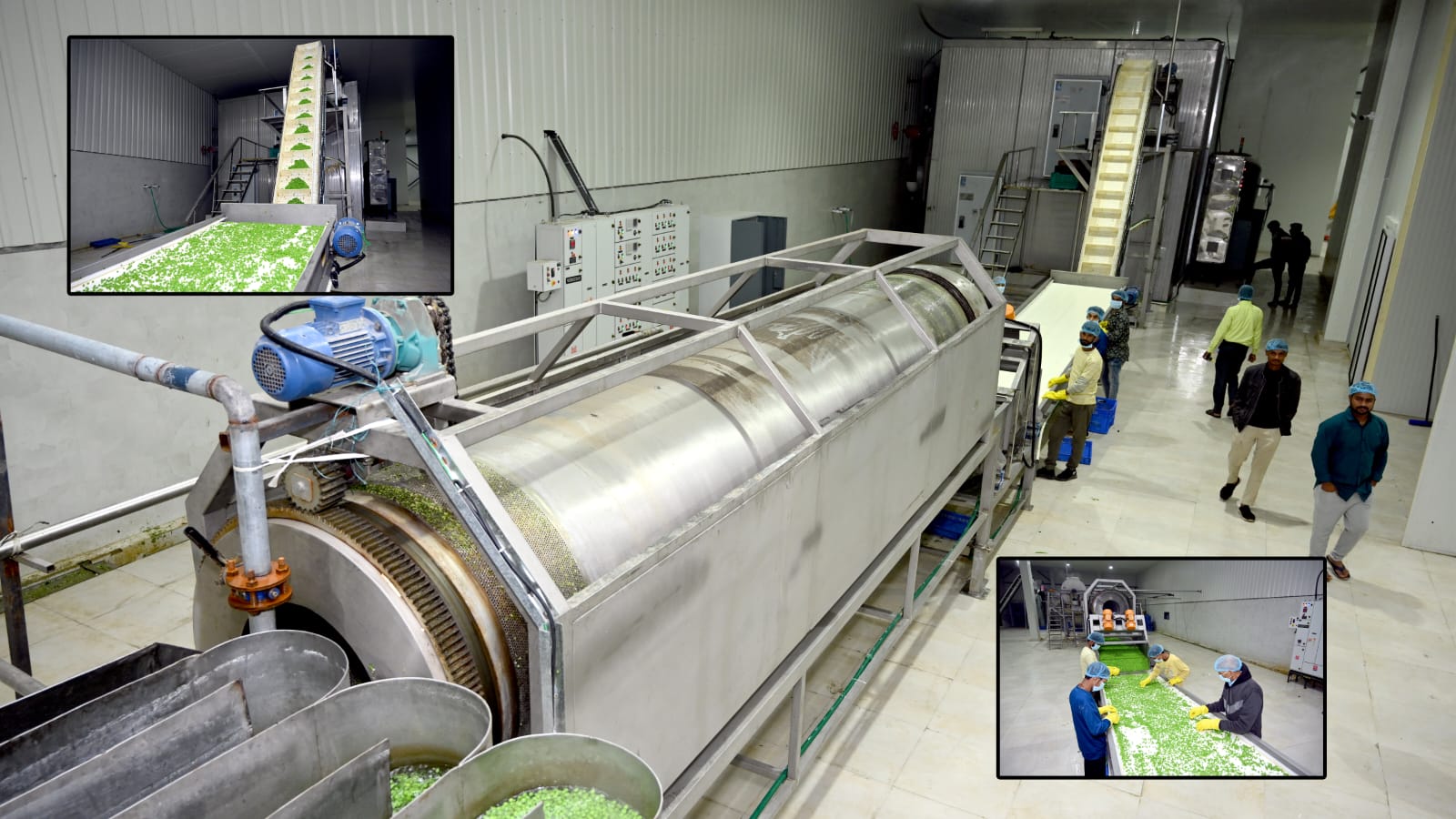
Engineering Freshness at Scale
Spanning across a massive industrial footprint, our Nimrani facility is a testament to technological excellence in the food processing industry. From advanced IQF lines to AI-driven sorting, every square inch is designed for peak efficiency and uncompromising hygiene.

Our fully integrated processing lines minimize human intervention, ensuring that every vegetable retains its natural texture and nutritional value.

Utilizing Individual Quick Freezing technology, we bring produce from ambient temperature to -18°C in mere minutes, locking in "just-harvested" freshness.
With FSSC 22000 certification and in-house microbiology labs, we maintain a touch-free environment from sorting to final vacuum packaging.
Experience our state-of-the-art facilities ensuring the highest quality from farm to freezer.
Superior systems for superior quality.
Advanced optical sorters detect even the slightest deviations in color and size.
Ultra-low temperature corridors for rapid stabilization of frozen goods.
Constant monitoring of pesticide residues and microbial count for global standards.
Real-time temperature tracked reefer fleet ensuring no breaks in the cold chain.


